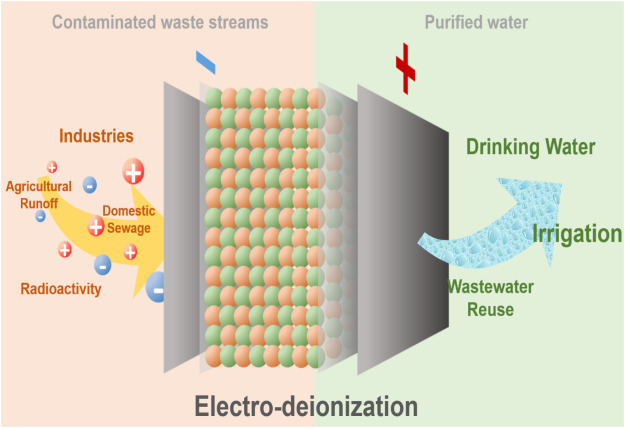
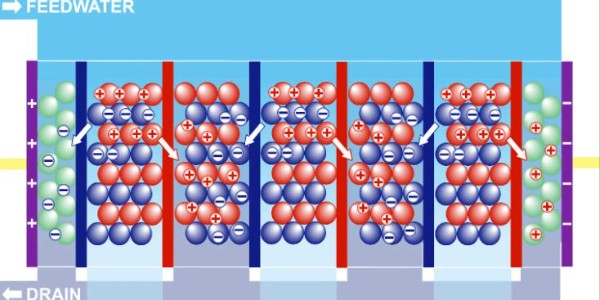
EDI, is the use of mixed ion exchange resin adsorption of anions and cations in water, at the same time these adsorbed ion exchange resin under the action of direct current, respectively, through the anion and cation exchange membrane and the process of being removed.EDI as a pure water/ultrapure water device core components, once the instability or inability to use, it will certainly result in the shortening of the life of the polished mixed-bed resin and failure, which strengthens the diagnosis and repair of EDI problems is crucial. It is important to strengthen the diagnosis and maintenance of EDI problems.
I. Reasons for the failure of EDI
1, the impact of the inlet water conductivity, under the premise of other conditions remain unchanged, the raw water conductivity rises above a certain range, the membrane block of the working area to move down, and even the regeneration area disappeared, the working area penetration, most of the membrane block filled with resin is saturated with the failure of the state. At the same time the ion concentration in the water increases, in the case of constant voltage, the current increases, thereby weakening the process of ionization of water, the corresponding water ionization of H+, OH- decreases, which directly leads to the regeneration of the resin deterioration. In this way, in the case of poor water quality, the membrane block will start from the weak ion slowly penetrate.
2, the impact of influent water flow, EDI system water production capacity under constant conditions, the poorer the quality of influent water, the membrane block of the unit processing burden is heavier, the smaller the influent water flow should be adjusted. In the start-up phase of the membrane block, it should be noted that when the instantaneous flow is too large, it will cause perforation of the membrane.
Since the electron flow in the membrane block is mainly transferred through the filling resin, the concentrated water current becomes, to a certain extent, the key to influence the migration of the electron flow in the membrane block. Reducing the flow rate of the concentrated water can increase the current in the system and improve the water quality to some extent. However, the thick water flow rate is not the smaller the better, when the thick water flow rate is too small will lead to the concentration difference between the two sides of the membrane is even larger, and the formation of concentration diffusion, affecting the water quality. On the other hand, due to the weak ion Si and its ionic compound solubility is very small, so it is easy to form a saturation in the low-flow concentrated water, thus affecting the removal of weak ions, concentrated water flow is generally 5%-10% of the feed water is appropriate. Electrode water is mainly used to cool down the electrode and take away the gas produced on the electrode surface. Generally, the flow rate of electrode water is about 1% of the feed water. When the electrode water is too small, can not take away the gas on the electrode surface in time, it will affect the operation of the whole membrane block.
3, the pH value of the feed water, temperature and pressure, the pH value of the feed water indicates the content of H+ in the feed water, generally the feed water is controlled between 5-9.5. Usually low pH is due to the dissolution of CO2 caused by CO2 is also one of the factors leading to the deterioration of water quality, so in the EDI membrane block system before the general installation of a decarbonization device, so that the CO2 in the water is controlled in the 5mg / L or less. Water pH and CO2 there is a certain solubility relationship, theoretically when the pH>10, the removal efficiency is optimal, high pH helps to remove weak ions, but must be in the EDI membrane block system before removing Ca2+, Mg2+ and other ions.
Temperature has a direct effect on the system pressure, the resistance of the produced water, usually the EDI system should be controlled in the feed water temperature between 5-35 °, the optimal temperature is in the 25 ° or so. Lower temperature will reduce the activity of water, macroscopic performance of water viscosity increases, the system pressure rises.
Usually the pressure of product water > concentrated water pressure > electrode water pressure, so as to effectively prevent the phenomenon of concentrated water diffusion contamination of product water. Pressure changes or to determine whether the EDI system membrane block is contaminated by an effective means. When the concentrated water import and export pressure difference becomes large, often accompanied by concentrated water pipeline blockage, at this time it is necessary to clean the pipeline, chemical cleaning or other means to reduce the pressure difference. Therefore, in the EDI system membrane block imports, should ensure that the pollution index of the incoming water in the qualified range.
4, the impact of pollutants, EDI has a greater impact on the pollutants, including hardness (calcium, magnesium), organic matter, suspended solids, metal ions (iron, manganese), oxidizing agents (chlorine, ozone) and carbon dioxide (CO2) and bacteria, should be in the pre-treatment of EDI process to get rid of these pollutants to improve the performance of EDI.
Chlorine and ozone oxidize ion exchange resins and ion exchange membranes, causing EDI components to become less functional. Oxidation can also significantly increase TOC levels, contaminate ion exchange resins and membranes, and reduce the rate of ion migration. In addition, oxidation causes the resin to rupture, and the pressure loss through the module will increase.
Iron and other variable metal ions can catalyze resin oxidation, permanently degrading resin and membrane performance.
Hardness can cause scaling in RO and EDI units, which generally occurs at the surface of the membrane in the concentrate chamber, where the pH is high. At this point, the pressure difference between the influent and effluent of the concentrated water increases, the flow rate decreases, and minimizing the hardness of the influent water will prolong the cleaning cycle and improve the water utilization of the EDI system.
Suspended solids and colloids cause contamination and clogging of the membrane and resin, and clogging of the resin gap leads to increased pressure loss in the EDI module.
Organic matter is attracted to the surface of the resin and membrane resulting in contamination, making the contaminated membrane and resin less efficient at migrating ions and the membrane stack resistance will increase.
Carbon dioxide has two effects, firstly, CO32- and Ca2+ and Mg2+ form carbonate type scaling which is related to the ionic concentration and pH of the feed water. Second, since the charge of CO2 is pH-dependent and its removal by both RO and EDI is dependent on its charge, its removal efficiency is variable. Even lower CO can significantly reduce the resistivity of the product water.
Bacteria lead to algae growth and slime scale formation, which increases the pressure loss of the membrane block and decreases water quality.
5, EDI module for a long time in high current, lower than the rated flow rate operation, the pole plate side of the heat accumulated can not be effectively distributed, resulting in the EDI close to the two poles of the membrane and the first thermal deformation of the spacer network, EDI concentration of water pressure difference increases, water quality and water quality decline, serious carbonation leakage.
6, EDI membrane block for a long time without cleaning and maintenance, EDI diaphragm and channel fouling, in and out of the water pressure difference increases, resulting in a decline in the quality of produced water, the current can not be adjusted, the voltage rises.
7, the ultrafiltration system to control residual chlorine and other oxidants improperly, into the water EDI oxidant overdose, resulting in EDI resin fragmentation, clogging of the water production channel, water drop.
8, the use of improper cleaning and disinfection, directly leading to the EDI resin broken, the pressure difference between the inlet and outlet water increases, resulting in a decline in the quality and quantity of produced water.
9, EDI system manual operation, power in the water shortage state, directly leading to the carbonization of the diaphragm and resin heating, cleaning is ineffective, can not be used.
10, EDI water inlet without security filters, or the installation of pipelines and water tanks are not cleaned, resulting in the blockage of foreign objects EDI channel, the difference in pressure between the inlet and outlet water increased, resulting in a serious decline in the amount of water production, cleaning is ineffective.
11, current and voltage exceed the rated value or human error.

II. EDI fault repair
1, the use of special equipment and tooling to disassemble the module;
2、Chemical cleaning, disinfection and pure water rinsing are carried out on the disassembled fresh room partition, concentrated room partition and pole room plate, and the water distribution orifice of the fresh room partition is rinsed;
3、Pre-treat the ion exchange membrane, and punch the ion exchange membrane after treatment;
4, the ion exchange membrane is sequentially fastened to the thick room partition;
5、Pre-treatment of ion exchange resin;
6、Weighing and mixing the treated ion exchange resin;
7、Use special tooling to reload the module, the loading process strictly control the loading amount of resin, ion exchange membrane order and other indicators;
8、After loading, use the equipment to encapsulate the module;
9、Connect the power line and close the inlet and outlet ports.

 Reverse Osmosis Scaling Right After Startup? Here's What You Need to Know About Prevention and Treatment!
Reverse Osmosis Scaling Right After Startup? Here's What You Need to Know About Prevention and Treatment!
 Three Certain Trends in Commercial Water Purification Over the Next Five Years
Three Certain Trends in Commercial Water Purification Over the Next Five Years
 Eight Different Methods for Pure Water Treatment Equipment Processes
Eight Different Methods for Pure Water Treatment Equipment Processes